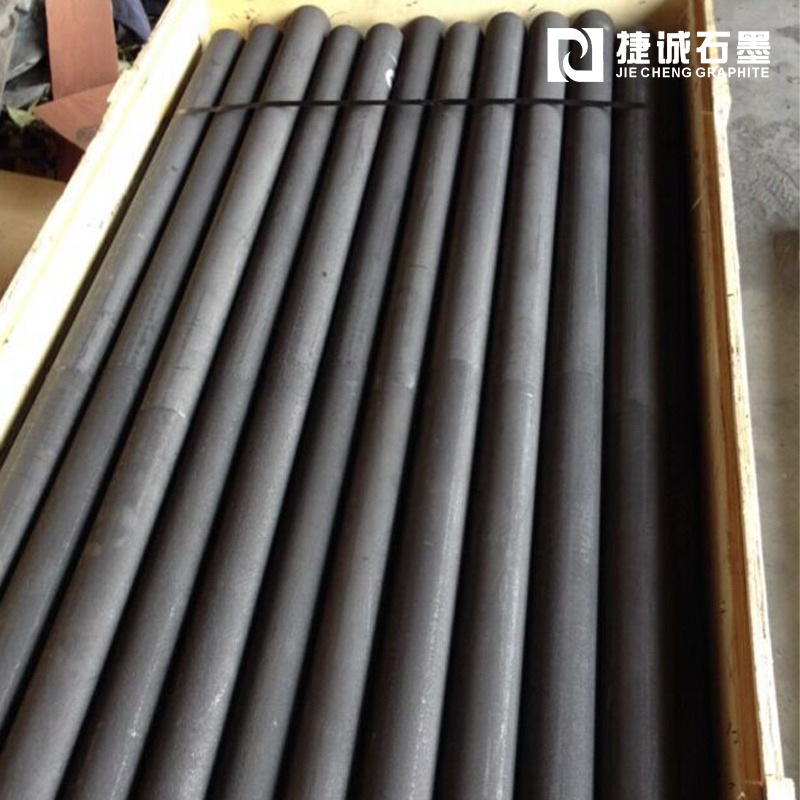
石墨板之石墨的碾壓成形加工工藝是什么?
石墨板之石墨的碾壓成形加工工藝石墨碾壓成型法要害用于克制石墨板材或紙箔,分成單面平板電腦持續碾壓和雙層平板電腦持續碾壓二種。
1、單面平板電腦持續碾壓法
這類碾壓法無需一切粘接劑就可以將軟性石墨克制成板才。悉數加工工藝全過程是在配有滾軸碾壓機的專業設備上打開的。
碾壓機結構構成:(1)裝蜘蛛石墨的料倉(2)轟動送料設備 (3)運送皮帶 (4)四個工作壓力輥 (5)一對電加熱器 (6)操作板才薄厚的輥子 (7)壓紋或圖畫規劃輥子 (8)和卷輥 (9)切割器 (10)制成品卷輥
工作中全過程:高純度石墨從料倉進到送料設備,落在運送皮帶上。歷經工作壓力輥的碾壓,產生必定薄厚的料層。加熱設備構成高溫加溫,以出來料層中的殘留汽體,并使未澎漲的石墨終究一次澎漲。隨后將基本成形的反材送進操作薄厚規范的輥子中,按照規則規范再壓一次,便于取得薄厚勻稱和必定相對密度的整平板。終究歷經切割刀激光切割后,卷上制成品筒。
2、單面平板電腦碾壓法
單面平板電腦碾壓,雖然銷釘整平光亮,但是不可以太厚。一次成形太厚時,其勻稱性和相對密度都無法保證。為了更好地做成厚鋼板,選用雙層雙板累加,碾成雙層夾芯板。每雙層中心得加粘接劑再碾壓成形。成形后要加溫處理,以使粘接劑炭化和硬底化。雙層平板電腦碾壓法是在雙層持續碾壓機里打開的。
雙層持續碾壓機工作中全過程:由雙板繞棍引出來雙板,歷經粘接劑涂輥把雙面土上粘接劑后,與繞輥和雙板相配,變成三和厚鋼板,進到輥的空位碾壓成必定薄厚。再送進電加熱器中加溫烘干處理。依據薄厚操作輥,調理薄厚做到要求規范,隨后送進培燒設備中培燒。當粘接劑炭化后,在運用 充壓輥終究充壓成形。
常用持續碾壓級,能克制0.6-2mm薄厚的軟性石墨板,這也是好于單面碾壓機的,但是由于厚度也會產生板才分層次脫離的缺點,給使用產生不方便。構成的緣故是克制時汽體外流留到隔層正中心,防礙了固層緊密交融。改善的方式是,處理克制全過程中的排氣管難題。