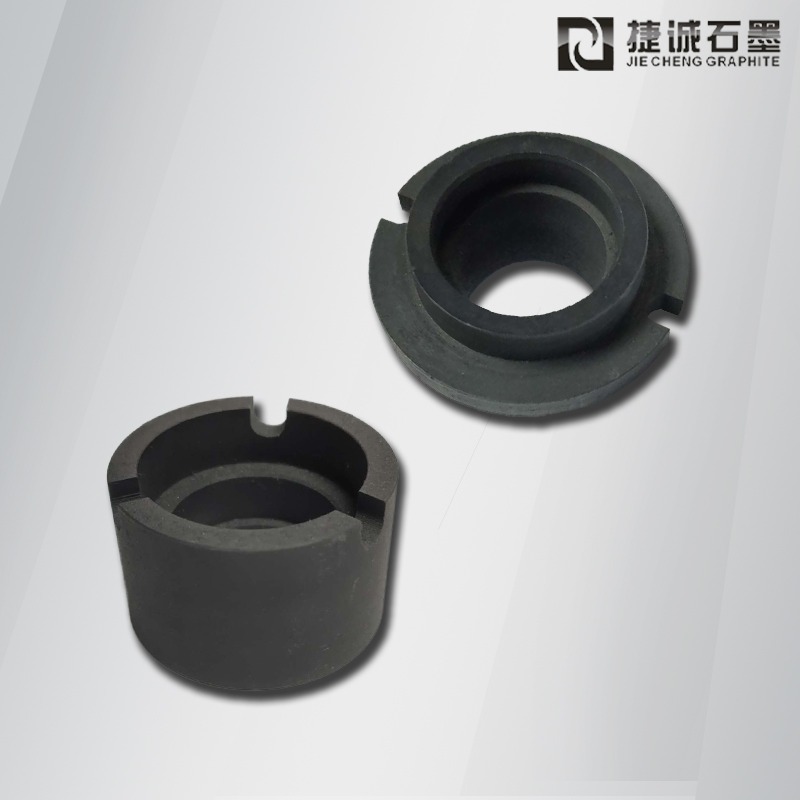


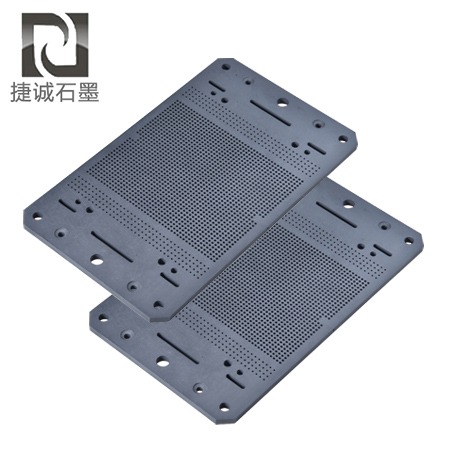
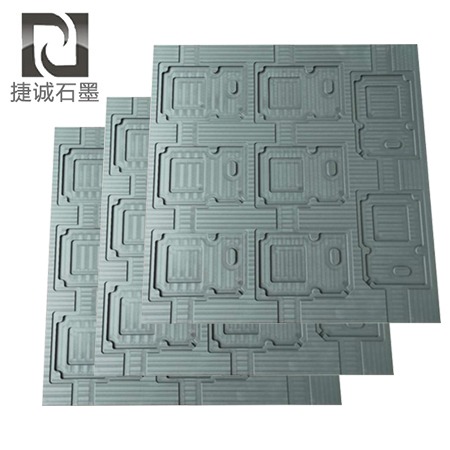
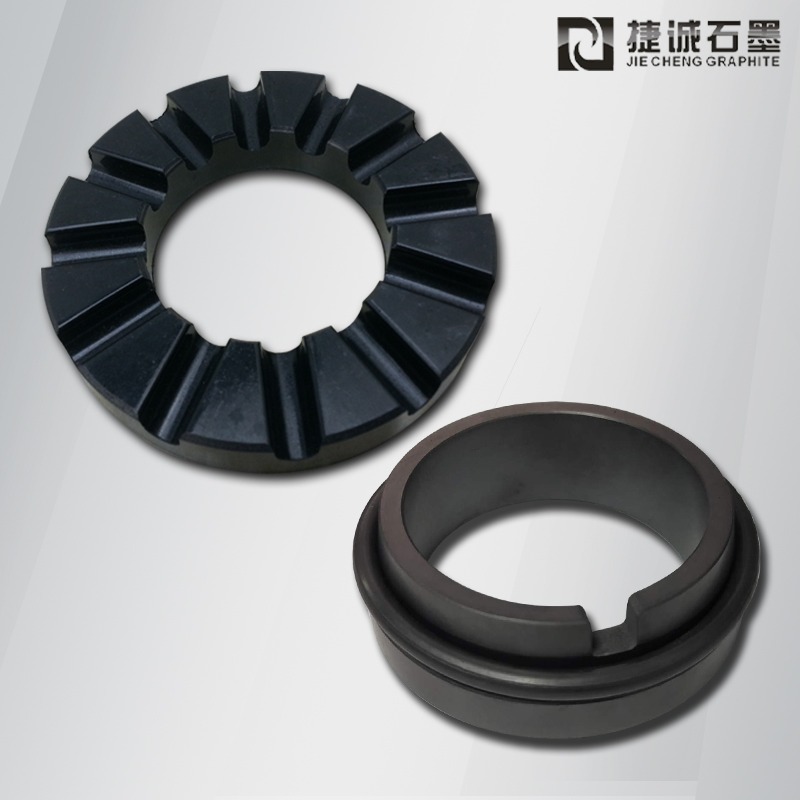
四氟浸銻導向止推石墨軸承定制 抗氧化石墨軸承加工廠 SIC磁力泵石墨軸承批發 進口石墨燒結軸承

捷誠石墨
13549365158
更多信息資訊掃描二維碼咨詢了解







一、刀具材料
石墨刀具材料是決定數控刀片可加工性的關鍵因素,不利于生產的高效率、質量、成本和可加工性。刀具越硬,耐磨性越高,強度越高,斷裂韌性越低,原材料越脆。強度和延展性是一對區別,兩者都是工具材料要擺脫的重要因素。對于高純石墨數控刀片,一般TiAlN涂層可以適度選用延展性和相對性較好的,也就是說鈷水含量略高的;對于金剛石涂層高純石墨數控刀片,可以適當選擇強度相關性較好的材料,即鈷水含量略低的材料。
二、數控刀片的幾何透視
在高純石墨中為數控刀片選擇合適的幾何視角,有利于降低數控刀片的振動。相反,高純石墨中的鋼件不容易塌陷。
1.對于前角,采用負前角石墨加工時,數控刀片的齒面抗壓強度好,抗沖擊和抗摩擦特性好。隨著負前角*的減小,后刀面損傷總面積變化不大,但總體發展趨勢是減小的。采用正前角進行生產加工時,數控刀片的齒面抗壓強度隨著前角的擴大而減弱,但后刀面損傷加劇。負前角生產加工時,鉆削摩擦阻力大,加大了鉆削振動。采用大正前角生產加工時,數控刀片損壞嚴重,鉆削振動也大。
2.背角,如果背角加大,數控刀片的齒面抗壓強度會降低,后刀面的總損傷面積會逐漸擴大。當數控刀片后角過大時,鉆孔振動增大。
3.螺旋角,當石墨加工的螺旋角較小時,高純石墨鋼在同一鉆削刀片上的刀片長度大于*,因此鉆削摩擦阻力較大,數控刀片承受的鉆削沖擊力較大,因此數控刀片的損傷、切削力和鉆削振動都較大。螺旋角較大時,切削配合的方位角偏差較大,石墨材料的鉆削沖擊加劇,因此數控刀片的損傷、切削力和鉆削振動也有一定程度的放大。所以數控刀片視角的變化對切削力和鉆削振動的損害是由前角、后角和螺旋角共同作用造成的,所以在選擇層面一定要多加注意。